Introduction
Creating sterile-ready medical devices requires more than a cleanroom. The ability to reliably produce these devices depends on precise tooling, material selection, process control, and validated workflows. Injection molding can support this when engineered for consistency, defect control, and sterilization compatibility.

Single-Use Medical Devices
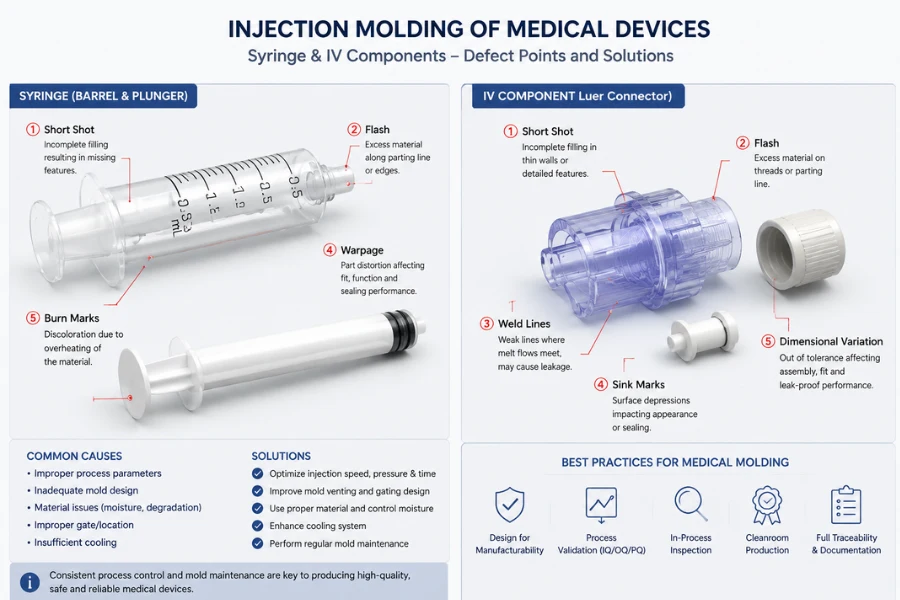
Single-use devices, such as syringes, IV components, diagnostic cartridges, and specimen containers, are critical for infection prevention. Dimensional tolerances typically range ±0.05–0.1 mm, and controlled shrinkage is necessary to maintain fit and sealing performance. Defects such as flash, weld lines, and warpage can compromise sterility and must be minimized through optimized mold making capabilities and thermal control. Sterile-ready production integrates cleanroom injection molding and IQ/OQ/PQ validation protocols.
Reusable Medical Devices
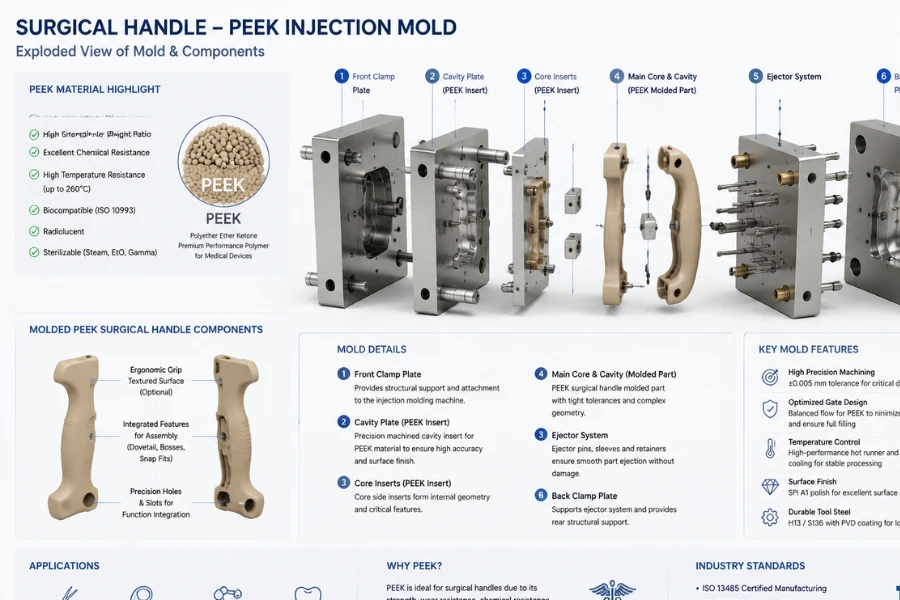
Reusable devices like surgical instrument handles, endoscopic components, and dental tools require durability over repeated sterilization cycles. Materials such as PEEK, polycarbonate, and nylon are commonly used. Molded part design must account for dimensional stability, ergonomic features, and repeated autoclave or gamma sterilization. Tolerances of ±0.05 mm or tighter are often required to ensure assembly integrity and function over multiple uses. These devices benefit from medical plastic injection molding optimized for performance and repeatability.
Engineering Considerations for Sterile-Ready Production
Key factors for sterile-ready injection molding include tooling precision, thermal management, and process repeatability. Mold tool design and hot runner systems, cooling channel design, and cycle optimization reduce variation and defect formation. Trade-offs must be considered between:
- Material selection and sterilization compatibility
- Mold complexity and manufacturability
- Batch size and validation requirements
Example: PEEK offers high-temperature resistance but increases cycle time and tooling wear, whereas polypropylene cycles faster but may have sterilization limitations.
Cleanroom Manufacturing and Validation
ISO Class 6–8 cleanrooms help maintain low particulate and microbial counts during molding. Sterile-ready production requires full lot traceability, bioburden control, and documented IQ/OQ/PQ validation. Controlled airflow, gowning protocols, and particle monitoring are critical. Process constraints such as maximum injection pressure and temperature ranges are strictly defined to ensure repeatability and reduce contamination risks. Secondary processes can be supported through secondary operations to maintain sterile compliance.
Materials and Sterilization Compatibility
Material selection is a key determinant of sterile-readiness:
| Material | Sterilization Compatibility | Typical Use | Advantages | Limitations |
|---|---|---|---|---|
| PEEK | Autoclave, Gamma | Implantable, reusable tools | High-temperature, durable | Expensive, slower cycle times |
| Polycarbonate | EO, Gamma | Reusable housings, handles | Durable, clear, stable | Limited autoclave cycles |
| Polypropylene | EO, Gamma, limited Autoclave | Disposables, cartridges | Fast cycle, cost-effective | Less durable, thermal shrinkage |
| TPE | EO, Gamma | Soft-touch grips, connectors | Flexible, ergonomic | Less structural strength |
For TPE, Nylon, and ABS materials, SeaSkyMedical provides injection molding capabilities, nylon molding, and ABS plastic molding to ensure compatibility with intended sterilization methods and functional requirements.
Scalability and Production Stability
High-volume sterile-ready production challenges include maintaining part consistency, tooling longevity, and process repeatability. Automated monitoring systems, in-line inspection, and controlled material handling help ensure batch-to-batch uniformity. Controlled secondary operations like assembly and medical device packaging are integrated to maintain sterile-ready standards. Cycle times and mold life are balanced against product tolerances and validation requirements, ensuring production scales without compromising sterile-readiness.
Conclusion
Medical injection molding can produce sterile-ready products when engineered with precise tooling, validated processes, compatible materials, and cleanroom discipline. Decision-making should account for defect risk, material trade-offs, and sterilization methods. Both single-use and reusable devices benefit from a system designed for repeatability and regulatory compliance. Learn more about medical device contract manufacturing and OEM medical components at SeaSkyMedical.


