Adding liquid material to a mold cavity in order to form a product or component is known as molding. This is a typical sort of manufacturing operation. Typically, the raw material is heated before being added to a mold cavity. The raw material hardens while taking the form of the mold cavity as it cools. Several medical equipment parts manufacturers, medical molding company, and med lab supply companies use these molding methods for their products every day. However, not all molding techniques are created equal. For example, different processes are used in compression molding, transfer molding, and injection molding. What distinguishes injection molding from compression molding and transfer molding, then?
What is Compression Molding?
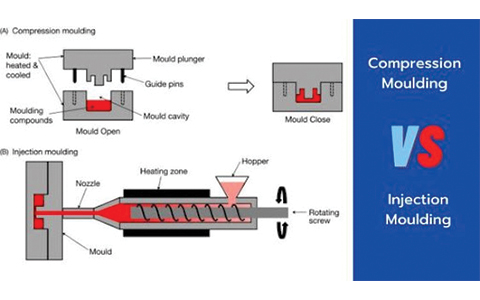
Compression molding is a type of molding that uses both pressure and heat. The raw material is inserted into the heated mold chamber for compression molding. Plugs are then placed into the mold cavity’s top. Not only are the plugs used to seal the mold chamber. They are intended to pressurize it instead. The raw material starts to cure inside the mold cavity as a result of exposure to heat and pressure, creating a new product or component.
Compression Molding Advantages And Disadvantages
- Below are the key advantages of compression molding:
- Cost-Effective
When it comes to producing large, usually flat, simple items at a reasonable price, compression molding is frequently the best option. Designs can have some acceptable curves and pockets, but it can be difficult to obtain severe angles and deep draws by compression molding. Low pressures result in economical tooling costs and lengthy mold lifespans without warping or replacement requirements.
Manufacturers can utilize a mold with numerous cavities to make a number of pieces in the same cycle, which helps to reduce the expense associated with compression molding’s lengthy cycle periods.
- Produces Strong Parts
Flow and knit lines are not present in the solid pieces produced by compression molding. Compression-molded components have very high structural stability. Compression molding is also utilized to create components from composite materials, making it simple to create robust, corrosion-resistant parts and goods utilizing this technique.
- Flexibility in Design
Engineers and product designers can also benefit greatly from compression molding as a manufacturing tool. For instance, inexpensive compression molding can be used for prototyping. Simple compression molds can be created in computer-aided design (CAD) software, 3D printed, and then used with a straightforward desktop vise to form different kinds of materials.
Below are the key disadvantages of Compression Molding:
Although compression molding has many advantages, it is not without drawbacks.
Compression molding is not effective for producing intricate pieces, such as those with sharp angles or microscopic details. In comparison to high-volume molding techniques, the cycle time, which can be several minutes, is slow. For instance, cycle times for injection molding are frequently just a few seconds.
Due to the lengthy cycle time that corresponds with increased working hours, the labor cost for compression molding can also be quite high. Compression-molded parts need to have flash and burrs manually removed, which adds time and waste.
Despite all these drawbacks, compression molding is a crucial manufacturing technique that is used to create a variety of products that we use every day.
Compression Molding Presses

Presses for compression molding are offered in both conventional and custom designs. Additionally, advanced designs with specialized features like cartridge valves, proportional controls, and PLC (microprocessor) servos can be designed. The range of capacity is 15 tonnes to 5000 tonnes.
The following are examples of compression molding presses:
- Oil Seals Molding Presses
- Conveyor Belts. Molding Presses
- Silicone Rubber Pads & Parts Molding Presses
- Laboratory Compression Molding Presses
- Tyres & Tubes Molding Presses
- Rubber Mats Molding Presses
- Rubber Flaps Molding Presses
- Pre-cured Tread Molding Press
- Solid Tyres Molding Presses
- Rubber Molding Presses
Compression Molding Applications
Numerous uses exist for compression molding. Here are a few examples of the numerous components and goods we use that are compression molded:
- Compression molding is used to create several substantial parts and panels for cars, tractors, and other types of vehicles. Compression molding is another method that may be utilized to make a lot of plastic components for both engine parts and car interiors.
- Computer and gaming equipment – Keypads, controllers, and other parts can be compression molded.
- Kitchenware – Compression molded components are found in a lot of kitchen appliances, utensils, and equipment. Compression molding is frequently used in the production of dinnerware, including bowls, cups, plates, and more, notably melamine-based items.
- Compression molding is frequently used to produce electrical plugs, switches, faceplates, and metering equipment.
- Parts for medical and dental devices – Syringe stoppers and respirator masks are just two examples of the compression-molded plastic and silicone components used in the medical sector, these use the process of medical plastic molding.
- Pelletizing biomass – Among other things, biomass can be compacted for handling and storage before being utilized as fuel.
Materials Used in Compression Molding

Compression molding uses a variety of materials. Examples include the following, among others:
- Thermosets
Plastic substances known as thermosets can only be liquefied once. These cannot be re-liquefied after they have solidified. Since the hardening process involves the irreversible chemical reactions of polymerization and cross-linking, it cannot be recycled or remolded. Furthermore, when heated enough after they had hardened, they would smolder and burn as opposed to melting.
The major drawback of thermosets is their inability to be recycled. It is particularly difficult to get rid of them sustainably. They do, however, have certain qualities that make them more practical for particular applications.
In contrast to metals:
- They are portable.
- They make effective insulators.
- It was cheaper to make.
They are superior to thermoplastics in terms of dimensional stability and heat resistance. Thermosets are frequently mixed with other materials, primarily carbon fibers, in molding to create composites.
The following is a list of some thermosets used in molding:
- Phenolic molding compound
This has a phenyl group in its monomer’s chemical structure, which gives it its name. Bakelite is a frequent name for it. It exhibits good dimensional stability and heat resistance.
- Epoxy resin
Because of the epoxide group that is present in their chemical structure, these compounds come in a variety. They operate mechanically in a manner similar to phenolic molding materials.
- Polyester
Polyester is available in thermoset and thermoplastic forms.
- Polyurethane
This is yet another thermosetting material.
- Thermoplastics
Thermoplastics are able to be repeatedly melted. Depending on how it is hardened, polyester is one of the few materials that can be classified as both a thermoset and a thermoplastic. The disposal of thermoplastics can be done more sustainably. They are reasonably priced. Thermosets perform more mechanically than they do, though.
The following is a list of some thermoplastics used in molding:
- Polypropylene
Utilizing compression molding and a chemical blowing agent, polypropylene foam is made (foaming agent).
- Nylon
Thermoplastic also appears in this instance.
- High-density polyethylene
To create a composite that can be molded into an elastomer, polyethylene and rubber can be combined.
- Polyester
If polyester is not combined with a hardening agent, it turns into a thermoplastic.
- PTFE
A thermoplastic with excellent non-stick qualities and very high viscosity.
- High-temperature materials
Compression molded polyaryletherketones (PAEK) are used in some applications to substitute metals. These materials also include polyetheretherketones (PEEK) and polyetherketoneketones (PEKK).
- High-temperature materials
Compression molding is a technique used to replace metals in some applications with polyaryletherketones (PAEK). These materials also include polyetheretherketones (PEEK) and polyetherketoneketones (PEKK).
- Glass Fiber
To create composite materials, fibers are combined with resins. Composites are superior to either component alone because they integrate the benefits of both of their constituent components. Composites with glass reinforcement include, for instance, sheet molding compounds.
- Carbon Fiber
Although more expensive and typically producing a more stiff composite, carbon fibers fulfill the same purpose as glass fibers.
- Sheet Molding Compound (SMC)
A layer of glass fibers is often encased between two layers of polymer resin, such as polyester. The substance is covered in a polythene membrane for easier handling. Before molding, the film, which is a component of the package, is removed. The completed sheets have a thickness of roughly 5mm. It may be necessary to stack numerous layers on top of each other to create items of significant thickness utilizing SMC. A thick-walled SMC variation exists; its thickness can reach 50mm.
- Bulk Molding Compound (BMC)
BMC is a doughy amalgamation of chopped fibers (those for SMC are left long), hardening agents, and polymer resins. Making sure the necessary mass of charge is taken is all that is required to load the BMC into the mold. BMC is therefore typically more malleable than SMC.
- Elastomers
Chemically speaking, an elastomer is a viscoelastic polymer. Their abilities as insulators and their resistance to a variety of chemicals give birth to their applications.
Compression Molding Molds
Following is a discussion of a few compression mold varieties:
- Open Flash type
In the flash kind of compression molding, the charge is overloaded, causing the flash to be produced at the compression’s conclusion. As a result, there is a small gap between the mold components through which the flash is released. This kind of shaping consequently produces a lot of waste. It is less prone to blistering, though.
- Positive type
For this kind, the charge must be precisely metered. The parting line of the mold, it does not leave any gaps between the pieces. It has these characteristics:
- It has greater part density control.
- On the product surface, it could lead to blistering by trapping air pockets.
- When the charge is made up of pricey materials, it has the least waste and is the most practical.
- Semi-Positive type
The most expensive of the three flash control techniques falls in between the other two. But it combines the benefits of the two various mold varieties. When compared to positive-type molds, charge measurement does not need to be as precise. A surplus could, however, be allowed to escape during compression.
What is Injection Molding?
By heating plastic ingredients until they are molten, then injecting them into a mold where they cool and solidify, injection molding is a technique for creating molded items. The technique plays a significant role in the field of plastic processing and is appropriate for the mass manufacture of goods with complex shapes.
Types of Injection Molding
There are numerous variations in the injection molding process, including:
- Thin-wall injection molding
- Reaction injection molding
- Liquid silicone rubber injection molding
- Cube molding
- Die casting
- Metal injection molding
- Gas-assisted injection molding
- Micro injection molding
Injection Molding Advantages And Disadvantages
- Injection Molding Advantages
The ability to scale up production to create a huge number of parts is injection molding’s main benefit. The price of manufacturing is quite inexpensive once the upfront costs of the design and the molds have been paid for. As more parts are produced, production costs decrease.
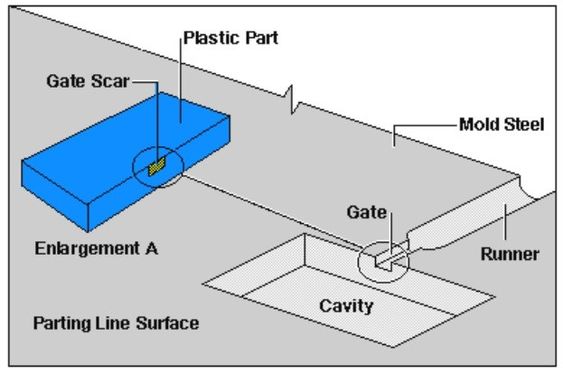
Injection molding creates less waste than more conventional manufacturing techniques like CNC milling, which removes extra material. Even so, there is some waste produced by injection molding, primarily from the sprue, runners, gate positions, and any overflow material that spills out of the part cavity (also known as “flash”).
The ability to produce numerous identical parts provides for part consistency and reliability in high-volume production, which is the last benefit of injection molding.
- Injection Molding Disadvantages
While there are some benefits to injection molding, there are also some drawbacks to the technique.
When it comes to tooling, injection molding might have expensive upfront expenses. A prototype part must be made before any pieces may be produced. A prototype mold tool needs to be made and tested after this is finished. This whole process can be expensive and time- and money-consuming.
The production of large pieces in a single piece via injection molding is likewise not recommended. This is a result of the mold tools’ and injection mold machines’ size restrictions. Items that are too large to be produced by an injection molding machine must be produced in many parts and assembled later.
The last drawback is that large undercuts might increase the cost of your project and require the expert design to avoid.
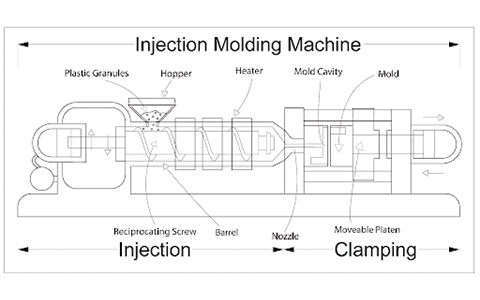
Injection Molding Process

- Molding
Using computer-aided design (CAD), a mold in the form of the product part is created, made, and divided into two halves.
- Clamping
The machine’s clamping unit forces and firmly hold the two mold halves together. This stage will take longer for larger machines to complete than for smaller ones.
- Injecting
The raw materials, which are often in the form of pellets, are melted under pressure and heat before being immediately fed into the mold to fill it. Pressure builds up and holds the material together. The shot is the precise volume of material poured into the mold.
- Cooling
As the molten substance in the mold makes contact with the surfaces, it starts to cool and solidify into the shape of the desired part.
- Ejecting
After the two halves have been split by the clamping unit, the cooled, completed item is expelled from the mold using the ejection unit.
The typical production cycle is quite brief, lasting only 2 seconds to 2 minutes. After step 5 is finished, the cycle resumes at step 2, where a copy of the part is created.
Injection Molding Applications
The majority of mass-produced plastic products are made via injection molding because of their high output rate and reliable quality. These goods consist of, but are not restricted to:
- Dashboards, bumpers, and grilles are examples of auto parts.
- Electrical connectors, enclosures, and protective sleeving are examples of electronic components.
- Syringes, medical consumables, valves, and dishes are used in medicine.
- Also used in contract medical manufacturing.
- Plastics used by consumers include toys, bottle caps, and phone cases.
- Seat covers, cushions for chairs, and other furniture components.
Materials Used in Injection Molding
There are many things to think about, but it all starts with the fundamentals: the names and acronyms of the most popular materials, their benefits and drawbacks, usual applications, and popular brands and grades.
There are ten materials for plastic injection molding that are frequently used:
- Acrylic (PMMA)
- Polyethylene (PE)
- Polyoxymethylene (POM)
- Polystyrene (PS)
- Thermoplastic Polyurethane (TPU)
- Polypropylene (PP)
- Thermoplastic Elastomer (TPE)
- nylon polyamide (PA)
- Acrylonitrile Butadiene Styrene (ABS)
- Polycarbonate (PC)
What is Transfer Molding?
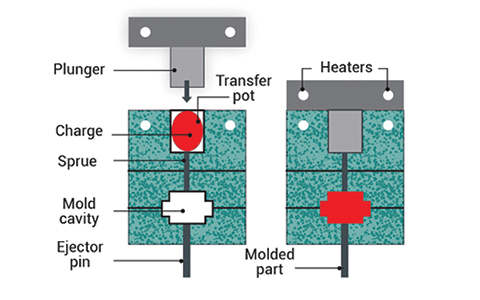
One of the many processes used by engineers to create rubber items is transfer molding. The correct quantity of molding material is measured, inserted, and put into the molding pot before the process begins. Pressure forces the material to transfer into the mold cavities as it is heated.
Advantages and Disadvantages of Transfer Molding
Advantages of Transfer Molding
- High cavitation rate
Transfer molded rubber goods frequently only need a few straightforward pre-forms. Numerous cavities can be filled using a single pre-form. This is better than compression molding and can speed up the molding process considerably. Since there isn’t a runner to fill every cavity, there are fewer cavities overall, which is another advantage over injection molding.
- Flexible design
Sharper edges are possible using transfer molding. Micro grind vents drastically cut down on the amount of deflashing required, enabling near-flashless parts or allowing flash limitations to ship parts directly. Simplified preforms were needed with the pot and plunger design to enable standardization and lower cost.
- A short cycle of production
In addition to having faster cycle durations than compression molding, transfer molding and also overmolding can also offer greater uniformity. Tighter tolerances and more complex pieces are made possible by the technique.
Disadvantages of Transfer Molding
- Complex molds
Tooling can be costly due to the complexity of the design and mold.
- Discarded items
Transfer pots typically generate more waste than conventional compression tool overflowing. Sprues and a sizable pad are frequently produced during transfer molding. Due to the thermosetting nature of the polymers, the scraps cannot be reused.
- Maintenance of mold
Compression tools require less mold maintenance than inserted transfer tools. Inserts typically need to be removed and reset to retain mobility over time. The delicate transfer insert can be time-consuming to clean, and occasionally specialized tools like dry ice blasters are employed.
Transfer Molding process
- A section of the mold is filled with a piece of raw rubber.
- When the mold is sealed, rubber is pushed into the cavity through a small opening using hydraulic pressure. While the rubber dries, the mold is kept closed.
- The material from the transfer pad is withdrawn as the plunger is lifted.
- The portion can be removed after the mold is opened. During this time, any flash is cut and eliminated.
Transfer Molding Applications
With insert molding, transfer molding is a wonderful approach to making composite seals that “float” in the hollow. Rather than being directly carved into the same plate, cavities can move freely because they are not connected. This aids in absorbing variances in tolerances, ensuring the consistency of the mold.
The composite seal can be constructed using a variety of materials, including plastic and metal. These enable a multi-component sealing solution, assisting in lowering the total number of components in the assembly and offering a more reliable seal.
- Natural gas industry: To form an interface for gas valves, the natural gas industry uses metal to rubber face seals.
- Electrical industry: To form connection seals around wires, voids are filled with wires. Spark plug wires are the most prevalent.
- Hydraulic Business: In the hydraulic industry, transfer molding, which is a significant advantage to the lip or U-cup designs, enables sharper cutoffs during molding. Sharper lip sealing and nearly flash-free sections may result from a more defined lip edge.
Materials Used in Transfer Molding
Materials are typically thermosetting polymers like rubbers, epoxies, PF, UF, and MF. The basic material may be combined with additives to promote free-flowing properties.
Transfer Molding Vs Injection Molding Vs Compression Molding: Which One is Better For Your Project?
- Investment
The molds for both of these procedures must be constructed by a toolmaker or machinist, which is a pricey operation in and of itself. The main determinant of launch expenses, however, is the cost of the necessary equipment. The press required for a transfer mold is considerably less expensive than the injection molding machine, primarily due to the equipment’s complicated and specialized internal design.
Additionally, it requires a lot more time to set up than a transfer mold machine, delaying the start of a project. The price and complexity of injection molding machines also result in much greater maintenance costs.
- Production speed
Depending on the size of the product, the injection molding production cycle might last anywhere from two seconds to two minutes. Even after removing any surplus material, such as flash or sprue, the whole production time is still substantially less than the total production time for transfer molding. Transfer molding’s main drawback is that the material must be prepared before being put into the machine, greatly lengthening the cycle time.
Compression molding requires a lot more time to produce than injection molding. Additionally, compression molding requires hand trimming of the extra flesh around the pieces, which slows down the manufacturing cycle and increases labor requirements.
- Production capability
Transfer molding cannot compete with injection molding for a number of required items. Faster cycle times and relatively automated technologies make this strategy far more cost-effective over the long term for high-volume projects.
High-quality items can be created using injection, compression, and transfer molding is very comparable ways. Compression molding may produce large quantities when the molding process is automated and there are short cycle periods. Transfer molding is better suited to encasements and limited quantities of straightforward molds, while injection molding is considerably better suited to bigger quantities of larger, thin-walled parts.
- Precise molding tools
Both procedures offer findings that are very reliable and with excellent accuracy. Injection molding, however, struggles to handle sharp edges and sometimes ends up smoothing off edges that were intended to be sharp.
- Products shape/size and accuracy
although both methods are capable of creating products with extremely complex forms, transfer molding is much less expensive than injection molding to accomplish this, mainly because complicated injection molds demand more complex and expensive injection systems to manufacture.
Regarding compression molding, this is untrue. The shape and final design of the product might be impacted by the pressure of the upper mold.
- Amount of waste
Even though injection molds occasionally produce flash and sprue waste, transfer molding often generates much more waste. This is mostly because overflow grooves, air holes, and a broader sprue are present that are absent from injection molds. This can cause significant material waste if the substance is thermosetting.
- Cost comparison
The geometry of the product determines the cost of production rather than generally favoring one method over another. It would be more expensive to employ an injection machine as opposed to a transfer machine for materials requiring a high injection pressure because a more powerful injection machine would be needed.
For a larger part, the same can be true. However, the production per cycle is increased by the fact that injection machines can handle more cavities. Additionally, injection molding requires greater automation than transfer molding devices, which lowers long-term labor expenses for large-scale projects.
Contact Us for More Details About Injection Molding
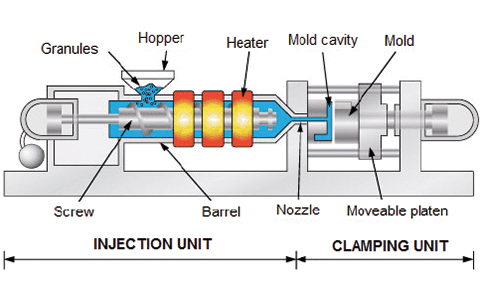
The raw material is injected into the mold cavity during the process of injection molding. Starting from a feeder hopper with a screw underneath it, the raw material is fed. The material is conveyed from the hopper into the mold by this rotating screw. The material is heated as it is injected into the mold by the screw. The material becomes sufficiently pliable as a result to adopt the cavity’s shape. Contact us if you require any other details about our injection molding of the highest caliber.